By Joe Gresh
You can learn only so much from watching Utube videos. To get proficient at welding you have to actually weld, and weld a lot. This is where New Mexico State University comes in handy. I signed up to be an Aggie for Welding 102 with Mr. Hurt in the hope my shabby attempts at welding could be improved.
Welding 102 is the NMSU starter course, ground zero. For the first few classes we dwelt on safety stuff and spent the time gathering the needed tools of the trade. Steel toe boots were required and I couldn’t find a pair cheaper than $200. I had most of the other stuff: welding helmet, fire resistant shirt, chipping hammer, pliers, safety glasses, welding gloves and a wire brush. It’s a lot of gear and if you’re starting from scratch you’ll be $300 or more into the deal before striking a bead.
Welding 102 is not cheap either. The course runs $500 and is two days a week, 1 1/2 hours each class. I’m not sure how long a semester lasts but I plan on going until they tell me to stop. Most of the cost of welding 102 is materials. NMSU provides all the steel, gas, welding rods and other consumables. It’s fair: I can burn up $20 worth of rod in one sitting.

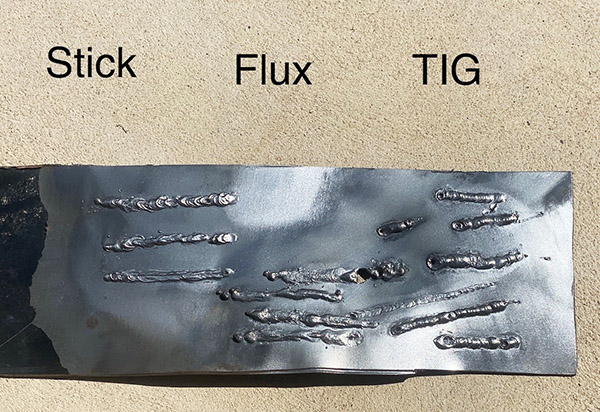
Arc welding (or MMA, Manual Metal Arc) is the first type of welding we are learning. It requires the least expensive equipment and the fewest bits and pieces. You have a buzz box, the rod, and the material to be welded. The first thing we did was run 6-inch beads on a 3/8-inch plate of mild steel. You started at the top and ran a bead across then started a second bead just below the first bead and overlapping onto the first bead a little. We used 6010 rods, which is a fast freeze metal. The rod makes coarse ripples as you move along, freezing only a fraction of an inch behind the molten puddle.
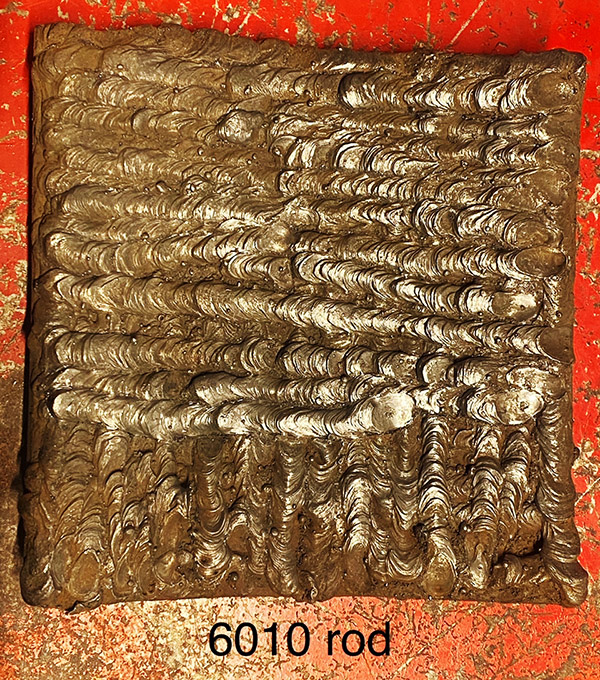
I had a hard time with 6010. After I finished filling my plate with beads Mr. Hurt said I needed to work on my bead width consistency. So I turned the plate 90 degrees and started again, bead after bead. I still sucked. Turning the plate once again I laid beads over the other two layers of metal. My plate was getting heavy and was warping like a taco.
Mr. Hurt opened the welding shop on a Saturday for us uncoordinated kids who need more practice. I welded on my 6-inch square plate of mild steel from 9:00 a.m. until 1:00 p.m. and the thing was approaching ¾ of an inch thick when Mr. Hurt said that it was enough. I could never weld that many hours with the Vevor 130 welder I bought on Amazon.
Through all the practice I was getting better at seeing the welding process. I still couldn’t see where I was going but I could see the puddle, puddle width and was getting the tiniest bit more consistent.
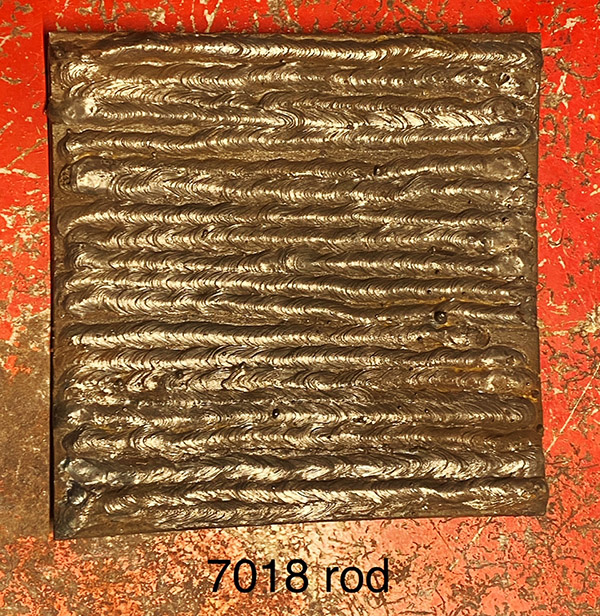
7018 is the next rod we are tackling. It’s the same process: cover a 6×6 steel plate with beads overlapping beads. The 7018 was easier to control and the beads have a more uniform appearance. 7018 is more liquid (slower cooling?) than 6010 so the ripples between the puddles are less pronounced and not as coarse. 7018 is a low-hydrogen rod, whatever that means. It is kept in a 250-degree oven so that the flux doesn’t absorb hydrogen from the atmosphere.
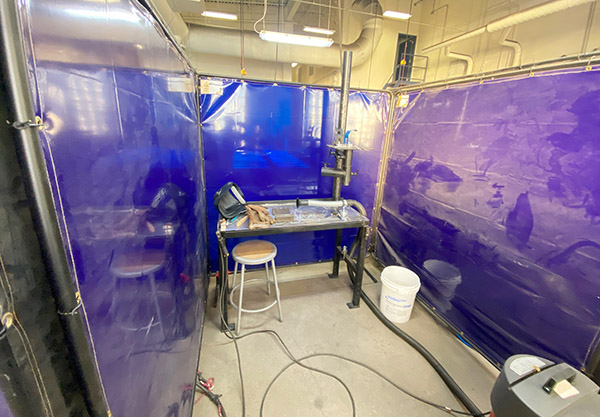
Each student has their own welding booth complete with a table, smoke extractor and arc shielding curtains to keep from flashing other kids. A blind welder isn’t much use to anyone.
Our class of 13-ish started out with two women but they both dropped out after the third class. I don’t know why. There is no gender-based physical limitation to be a welder. Eyesight and a steady hand are more important than brute strength. There is one other geezer in our class; the rest is made up of younger guys looking to get into welding as a trade. I just want to know how to use the machines I bought.

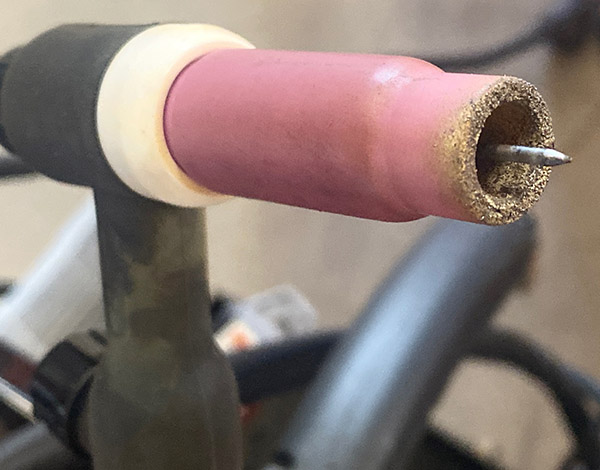
The university provides Miller equipment and these things are beasts. They will do arc, wire feed with gas and TIG welding. You can run them 24 hours a day. They don’t overheat or shut down. If you were running a welding shop this is the way to go.
I feel like I’ve made some progress with my welding. That long Saturday session really helped. Welding 4 hours straight will calm your nerves right down. I’m still nowhere close to being Vulcan. There are a many more types of welding to learn. NMSU has three more welding courses, each more advanced than the previous. If you manage to complete them all you will be Vulcan at the end. Live long and prosper, my brothers.
Never miss an ExNotes blog:
Don’t forget: Visit our advertisers!